|  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |
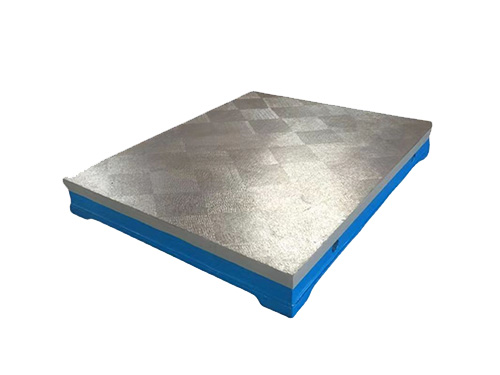
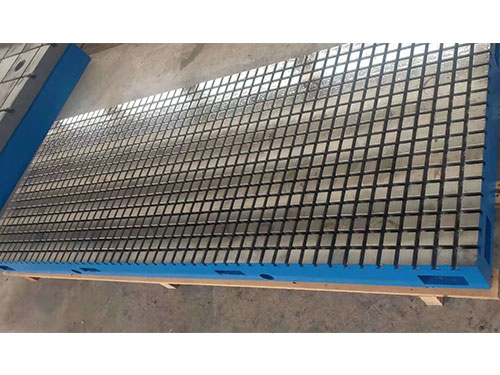
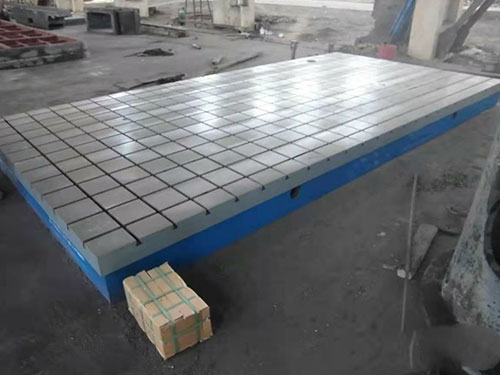
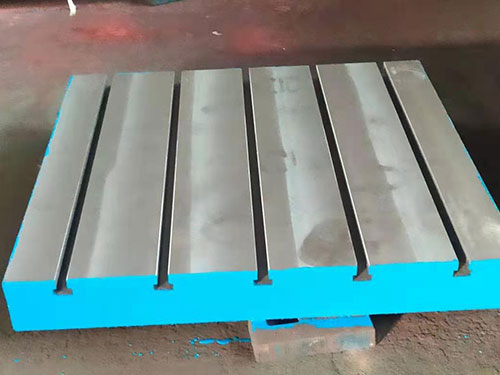
铸铁T型槽平台表面处理:工作面采用刮研工艺,用涂色法进行检验,了平面精度。工作面一般开有T型槽,也可根据要求加工长孔或圆孔等。
铸铁T型槽平台的制作工艺:
铸铁T型槽平台在浇注完成后开始用振动清沙和人工除沙并清理铸铁平台毛坯周围的废弃物,清沙完毕后铸件自然放凉并开始回火(时效处理),铸件在回火窑升温至780°并在窑种和窑的温度同时降至50°方可出窑。铸铁平台的铸件在粗加工的时候使用的是济南产龙门刨床和断面铣床使铸铁平台四周及上下面成正方形或是长方形,如果需要开T型槽在刨完平面后放置后才能开T型槽或是U型槽、矩型槽等加工。如果客户需要的精度较高个光洁度较高,那经过粗加工后用我厂自有的昆明机床厂产的6000*3000的数控龙门铣床进行精加工,数控龙门铣床加工后的精度直线度和平面度每米误差0.008mm,光洁度可以控制在1.2以内经过人工抛光后光洁度可以达到0.8。如果在铸铁平台上进行钻孔或是绞螺纹孔也可以用数控龙门铣床进行一次性完成,,光洁度高。
铸铁T型槽平台的三种安装方法
1、地锚器安装:铸铁T型槽平台可以设计地锚器安装,先用户根据铸铁T型槽平台的图纸做好地基和预埋孔,然后把地锚器放到提前设置的预留孔里,将铸铁T型槽平台调整水平。
2、垫铁安装:铸铁T型槽平台调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁平台采用垫铁安装的优点,安装、移动方便。
3、地脚螺栓安装(预留孔法):把设备就位,将孔洞打扫干净,将地脚螺栓放入孔中,设备定位找正后再用比原基础高的无收缩细石混凝土进行浇灌,捣固密实。