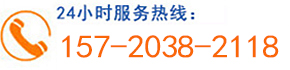
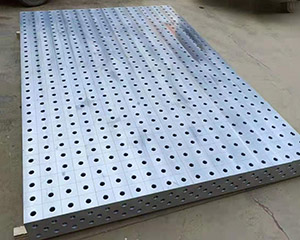
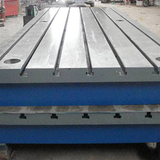
铸铁平台采用灰口铸铁HT200-250,工作面硬度为HT170-240,平台铸件经过人工退火600℃-700℃或自然时效2-3年,去掉内应力,精度稳定,性能不错。铸铁平台工作面有长方形、正方形、圆形等,可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
下面,详细讲解一下铸铁平台使用寿命的延长方法:
一、在安装铸铁平台的时候就要很小心。安装铸铁平台的工作表面不应有锈迹、划痕和碰伤等外观缺陷。铸铁平台相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔,设计吊装位置时应考虑尽量减少因吊装而引起的变动。
二、铸铁平台易变型,所以工作完成后要把工件拿开,不可以长时间放在铸铁平台上。不要把铸铁平台放在潮湿、有腐蚀、或者高温低温的环境下存放。要定期检查铸铁平台的具体情况。
三、在铸铁平台的使用过程中,焊接平台要避免坚硬的工具敲打碰撞铸铁平台的表面,确定铸铁平台的准确度。好制作个木箱来不错保护铸铁平台。平时不用时,要把铸铁平台的工作面罩住,避免脏东西落到工作面上。
四、铸铁平台易生锈,所以每次使用完铸铁平台后定要搽拭干净,并且用防锈油涂抹表面。如果长时间不用,可以用油脂覆盖,4米6米人防焊接平台需要不可以让铸铁平台的表面生锈。
铸铁平台不易变形的前提下就是需要选合格的铸铁平台,要经过自然时效处理或者人工热处理减少内应力等符合我国标准工艺的。机械加工检验主要是检验圆形平台有没有沙孔、气孔、裂纹、夹沙、缩松和加工误差等;圆形平台的成品检验主要是检验圆形平台的平面度和外观及其规格是否可以达到使用要求。毛坯检验主要是检验外观规格是否可以达到技术要求,和毛坯有没有内部缺陷。
铸铁平台常见铸造缺陷主要有如下几种情况:
一、气孔特征:铸件中的气孔是指在铸件内部,表面或接近表面处存在的大小不等的光滑孔洞。孔壁往往还带有化合色泽,由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔,析出性气孔,皮下气孔等。
二、侵入性气孔这种气孔的数量较少,尺寸大,多产生在铸件外表面某些部位,呈梨形或圆球形。主要是由于铸型或砂芯产生的气体侵入金属液的未能逸出而造成。
铸铁平台的加工质量的影响因素如下:
一、刀具的选择。平头精刨刀。这种刀具的切削刃较宽且平直,适宜铸铁平台的精刨和半精刨用。
二、铸铁平台的装夹。铸铁平台的夹紧方法应按平台的外形情况而定。若铸铁平台的两端有台阶或凹槽,则可用压板在该处搭压。若工平台两端无法搭压板,可用斜铁或螺丝撑将平台夹紧。铸铁平台安装在龙门刨床的两立柱之间,使铸铁平台两侧面与工作台的两侧面之间的距离大致相等,并用画线盘找正铸铁平台的侧面使其与工作台侧面大致平行。粗加工时,因为铸铁平台的底面是毛坯面(粗基准),为了便于找正铸铁平台的加工平面与工作台面平行,以及保护工作台面,应在铸铁平台的四个角上放置等高的垫铁,应使平台四个角位于同一平面。
三、机床调整。根据铸铁平台的被加工表面与刀具的相对位置,将横梁的高度调到适当的位置。将两个侧刀架的高度调到适宜刨削平台两侧面的位置。