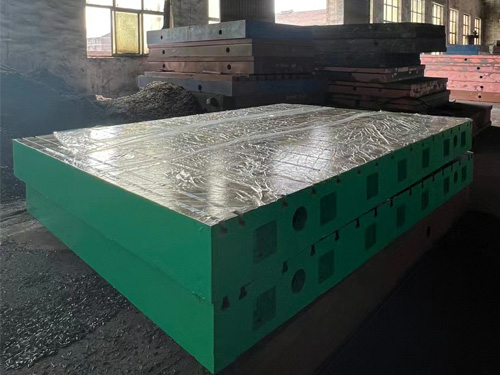
三维柔性焊接平台组合工装夹具通过优良的组装技术能组装成各种焊接夹具来达到用户对铸铁焊接平台夹具的要求。三维焊接铸铁平台为其准确性和互换性。尺寸精度和形位公差的选择上要求较高,孔间距公差±0.05,孔边距±0.05,孔距累积公差±0.1,平面度≤0.15mm/平方米,平行度≤0.1mm/平方米,侧面与正面垂直度≤0.2/200mm,实际加工完成后尺寸精度可以高达±0.02mm。
下面为您介绍三维柔性焊接平台的操作使用及维护知识:
一、三维柔性焊接平台按标准实行定期周检,检定周期根据具体情况可为6-12个月。
二、为了防止三维柔性焊接平台发生的变形,在吊装三维柔性焊接平台时,要用四根同样长度的钢丝绳同时挂住三维柔性焊接平台上得四个起重孔,将三维柔性焊接平台平稳吊装在运输工具上。
三、将三维柔性焊接平台支承点垫好、垫平,每个支撑点受力均匀,整个三维柔性焊接平台平稳。
四、三维柔性焊接平台安装时将三维柔性焊接平台的各个支撑点用调整垫铁垫好、垫实,由专科技术人员将三维柔性焊接平台调整至合格精度。
五、为了防止三维柔性焊接平台整体变形,使用完毕后,要将工件从三维柔性焊接平台上拿下来,避免工件长时间对三维柔性焊接平台重压造成三维柔性焊接平台的变形。
六、三维柔性焊接平台使用时要轻拿轻放工件,不要在三维柔性焊接平台上挪动比较粗糙的工件,以免对三维柔性焊接平台工作面造成磕碰、划伤等损坏。
七、三维柔性焊接平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用三维柔性焊接平台的外包装将三维柔性焊接平台盖好,以防止平时不注意造成对三维柔性焊接平台工作面的损伤。
八、三维柔性焊接平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
三维柔性焊接平台热处理与普通平台一样也需要两种工艺——退火和淬火。钢件淬硬后,再加热到临界温度以下的某一温度,保温相应的时间,然后冷却到室温的热处理工艺称为回火。淬火的主要目的是获得普通冷却条件下不能的急冷组织,以提升铸件的硬度、性和综合力学性能。回火则是淬火处理的一种后处理工序,其目的是减小淬火中产生的应力。淬火后的钢件一般不能直接使用,进行回火后才能使用。因为淬火钢的硬度好、脆性大,直接使用常发生脆断。通过回火可以除掉或减少内应力、降低脆性,提升韧性;另一方面可以调整淬火钢的力学性能,达到钢的使用性能。根据回火温度的不同,回火可分为低温回火、中温回火和高温回火三种。
一般三维柔性焊接平台使用的是铸铁HT200-300,硬度为HB170-240,这样才能符合的标准。三维柔性焊接平台在制作的过程中,要进行回火,在600-700度的高温下进行退火处理,这样能够增三维柔性焊接平台的精度。平台是用于工件检测或划线的平面基准器具。适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。按JB/T7949-标准制造,产品制成筋板式和箱体式,工作面有长方形,工作面采用刮研工艺,工作面上可加工V形、T型、U型槽和圆孔、长孔等。平台是用于工件检测或划线的平面基准器具。适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。在机械制造中也是的基本工具。