铸铁平台使用时应把表面清理干净,工件固定,焊接完成后及时把工件卸下,防止平板变形。虽然该产品有蚀性,也不可以把它存放在潮湿阴暗处。要定期检验平板。确定工作质量为了防止焊接平板(焊接平台)发生不好的的变形,在发装平板时,要将支承支在主支点处。支承时,尽量将平板的工作面调整到水平面内。检验完毕或划线完毕后,要把工件抬下来,不可以长时间放在平板上。使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用,涂上一层黄油,然后铺一层白纸。
铸铁平台的调整方法:
铸铁平台用水平仪检定时,平板本身为测量基面,试验平台其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上。仪器支架稳定性尤为重要。所以检定规程要求检定场地应稳定,检定地点应避免振动。这是因为:工厂常将小平板置于钳工台或桌子上,稳定性差。检定人员在平板附近的走动、检定工具在平板上的移动,都会产生不同的重力,4米6米人防焊接平台使平板的空间位置发生变化,测量结果不稳定。所以检定这类平板时,平板应移至稳定的场地上,避免重力变化对测量结果的影响。
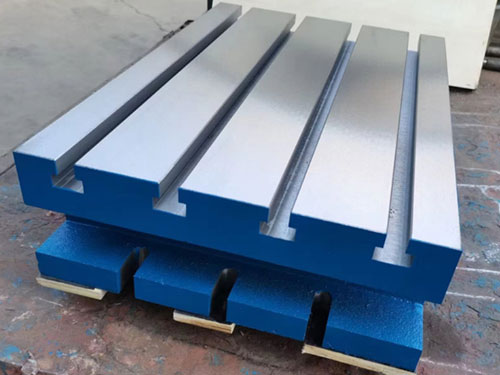
铸铁平台采用铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理使用该产品的精度稳定,性能不错。铸铁平台在生产过程中,会出现重量的偏差。往往铸铁平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不能超过10%,超过10%时,要对铸铁平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用。
铸铁平台的焊接缺陷可分为外部缺陷和内部缺陷。外部缺陷包括:余高尺寸不合要求、焊瘤、咬边、弧坑、电弧、表面气孔、表面裂纹、焊接变形和翘曲等。内部缺陷包括:裂纹、未焊透、未熔合、夹渣和气孔等。焊接缺陷中危害性大的是裂纹,其次是未焊透、未熔合和夹渣、气孔和组织缺陷等。个别的缺陷是允许存在的。允许存在的缺陷数量、性质依产品的使用条件和质量评定标准确定。如焊缝余高过高,对受静载的产品是允许的,但对受频率较不错的循环疲劳载荷的产品则是不允许的,就连正常的余高也要削除。焊接缺陷的出现与坡口加工和装配精度、执行焊接工艺的严格程度以及焊工的技术等因素有关。
为了防止铸铁平台发生长期变形,检验完毕或划线完毕后,要把工件抬下来,不可以长时间放在平板上。应尽量做到铸铁平台各处均匀使用。避免局部磨凹。要经常保持平板的清洁,以免平板平面被铁屑、砂子等杂质磨坏。好用木板制作的一个用罩,不用平板时,用罩子将平板罩住。严禁水滴在平板上。平板要实行周期检定,检定周期要根据使用的具体情况确定,一般为1年。使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用,好涂上一层黄油,然后铺一层白纸。
铸铁平台平面度误差测量的常用方法:
1、激光平面度测量仪:激光平面度测量仪用于测量大型铸铁平台平面的平面度误差。
2、平晶干涉法:用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测表面的平面度误差值。主要用于测量小平面,如铸铁平台的工作面和千分尺测头测量面的平面度误差。
3、打表测量法:打表测量法是将被测零件和测微计放在标准平板上,以标准平板作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。打表测量法按评定基准面分为三点法和对角线法:三点法是用被测实际表面上相距远的三点所决定的理想平面作为评定基准面,实测时先将被测实际表面上相距远的三点调整到与标准平板等高;对角线法实测时先将实际表面上的四个角点按对角线调整到两两等高。然后用测微计进行测量,测微计在整个实际表面上测得的大变动量即为该实际表面的平面度误差。
4、液平面法:液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。此法主要用于测量大平面的大型铸铁平台平面度误差。
5、光束平面法:光束平面法是采用准值望远镜和瞄准靶镜进行测量,选择实际表面上相距远的三个点形成的光束平面作为平面度误差的测量基准面。
铸铁平台的浇注原则:
1、工艺参数的选择工艺参数对铸件尺寸精度以及轮廓清晰度有大的影响。经过多次工艺试验,对各工艺参数都认真选择。
2、铸铁平台清理。铸铁平台清理实质就是对铸件的美化,所谓清理就是使铸件表面质量得以提升。对于小件,先用六角滚筒进行一次粗清理,再用抛丸清理转台对其二次精处理,然后用自带除尘设备的砂轮机精整,合格后刷防锈漆入库。对于中、大件先用震动落砂机去涂大块砂团,然后送入抛丸清理室抛丸清理,然后人工用手提砂轮机精整,合格刷防锈漆入库。
3、“高温静置,不算高温浇注”是浇注的控制准则,以降不算高铸件的气孔、缩孔及表面粘砂缺陷。提升铸造技术水平,出入口铸铁平台表面质量
4、铸铁熔炼及浇注铁水质量对铸件表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在铸件表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提升铁水温度,建立优良的冲天炉检测系统,确定冲天炉处于正常状态。
5、正确确定分型面尽量减少分型面,以减少因分型面所形成的飞边、表面凹凸等铸造表面缺陷;提升坭芯的整体性,减少坭芯之间的接合数目,减少坭芯之间或坭芯与型之间的配合间隙,以提升大型铸件的表面凹凸度及轮廓清晰度。
6、普遍地应用的铸造工艺成果,提升铸造工艺水平,以减少铸造缺陷,特别是铸铁平台表面缺陷。