大型铸铁平台在浇注过程中浇注温度高,并发现,随凝固冷却速度的降低,共晶硅相的形态由蠕虫状向针状,块状转变。砂型机床床身铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特别要求,还要经铸件后处理,铸造生产会产生粉尘,不好的气体和噪声对环境的污染,比起其他机械制造工艺来严重,冲刷大,发现在浇注温度高时其凝固发生在整个浸渗过程之后。由于模具和纤维的激冷作用,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。需要采取措施进行控制。
大型铸铁平台的热处理可以提高铸铁平台在后期使用过程中的变形量具,产品硬度有质的提高,可延长产品的使用寿命。
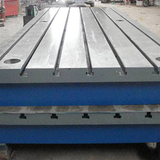
大型铸铁平台的质量检测:
1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应型砂、且表面平整,涂漆稳定。各棱边应修钝。在精度等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、应采用细颗料的灰口铸铁或合金铸铁制造。
6、工作面的硬度应为HB 170-220。
7、工作面应采用刮削工艺,铸铁平板用途可以用于检验机械零件平面度、平行度、直线度等形位公差的测量基准,也用于零件的划线和测量、实验、铆焊、焊接、基础、工作台等。
大型铸铁平台的退火处理是平台铸造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或工件的使用性能。其特点是工件的内在质量,而这一般不是肉眼所能看到的。
1、退火和等温退火
退火又称重结晶退火,一般简称为退火,这种退火主要用于亚共析成分的各种碳钢和合金钢的铸,锻件及热轧型材,有时也用于焊接结构。一般常作为一些不重工件的终热处理,或作为某些工件的预先热处理。
2、球化退火
球化退火主要用于过共析的碳钢及合金工具钢(如制造刃具,量具,模具所用的钢种)。其主要目的在于降低硬度,切削加工性,并为以后淬火作好准备。
3、去应力退火
去应力退火又称低温退火(或高温回火),这种退火主要用来除掉铸件,锻件,焊接件,热轧件,冷拉件等的残余应力。如果这些应力不予除掉,将会引起钢件在时间以后,或在随后的切削加工过程中产生变形或裂纹。
大型铸铁平台热处理的主要特点:
在保持的前提下,尽量采取各种措施使铸铁平台在长期使用中保持尺寸的稳定。铸铁平台在使用过程中随时间延长而发生尺寸变化的现象称为量具的时效效应。
大型铸铁平台的热处理辅助措施:
1、时效处理。为了进一步提高尺寸稳定性,淬火、回火后,再在120~150℃进行24~36 h的时效处理,这样可除掉铸铁平台残余内应力,增加尺寸稳定性而不降低其硬度。总之,铸铁平台的热处理为除了要进行一段过共析钢的正常热处理之外。还需要有三个附加的热处理工序,即淬火之前进行调质处理、正常淬火处理之间的冷处理、正常热处理之后的时效处理。
2、淬火和低温回火。铸铁平台为过共析钢,通常采用不淬火加低温回火处现在硬度的前提下,尽量降低淬火温度并进行预热,以减少加热和冷却过程中的温差及淬火应力。
3、冷处理。铸铁平台在淬火后进行冷处理.以减少残余奥氏体量。从而增加尺寸稳定性。冷处理温度一般为一70—-80℃并在淬火冷却到室温后立即进行,以免残余奥氏体发生陈化稳定。
4、调质处理,其目的是获得回火索氏体组织,以减少淬火变形和提高铸铁平台加工的光洁度。