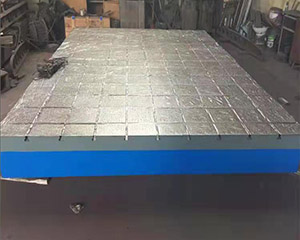
三维柔性焊接平台普遍适用于钢结构、各种车辆车身制造、轨道交通焊接、自行车摩托车制造、工程机械、框架和箱体、压力容器、机器人焊接、钣金加工、金属家具、设备装配、工业管道(法兰)、检测系统。三维柔性焊接平台其工作台台面采用带孔格板形式,孔径有D28和D16两个系列。三维柔性焊接平台其工作台台面采用带孔格板形式,孔径有D28和D16两个系列。在精度不错的台面上,每隔100mm均布D28的圆孔或每隔50mm均布D16的圆孔,这些孔可用于拼接各种功能的定位模块和夹具。
三维柔性焊接平台浇铸时要注意以下事项:
一、尽可能选用底注包。底注包金属液的热损失小、压头大,浇注速度不慢,渣子浮在金属液上表面,浇注钢水比较干净。受设备条件限制,对一些要求不高或一般中小机床铸件亦可用转包浇注。
二、浇注过程不可中断。在三维柔性焊接平台铸件浇注时,保持连续地注入金属液,直至铸型全部充满。否则,就易在停顿处造成三维柔性焊接平台铸件整个平面的冷隔缺陷。
三、在浇注初期,特别是在金属液刚接触泡沫塑料的瞬间,由于模样材料气化所产生的大量气体,当直浇口没充满或刚开始浇注时金属液的静压头小于聚苯乙烯分解产物的气体压力时,过快地浇注易产生呛火现象,使金属液飞溅。为了避免这种现象,在浇注开始阶段可采取先细流慢浇的方法,待浇注系统被金属液充满后,即可加大浇注速度越快越好,但以浇口杯为金属充满而不外溢为准则。在浇注的后期,当金属液达到模样的顶部或冒口根部时,就应略需收包,以保持金属平稳上升和不致使金属液冲出冒口。
三维柔性焊接平台用于焊接工艺是汽车制造业的主要生产工艺,焊接工装夹具的应用直接关系到焊接工艺的速率、精度和质量。在众多汽车制造生产厂家中,焊接工装夹具通常采用的是用工装夹具,它是针对一道或几道的焊接工艺而配备的。随着目前汽车生产小批量、个性化的发展趋势,这类工装的使用就越来越受到限制,其设计生产的周期较长,场地占用大,重复使用率较低的缺点充足的暴露出来,这种现状很大程度地制约了我国汽车制造业焊接工艺水平的提升,延长了新车型研讨的周期。在世界的汽车制造业,对普遍使用的焊接工装夹具已经标准化、系列化,设计时进行正确选用即可。三维柔性焊接平台充足体验了它的使用价值,在大客车生产上的使用实例。在实际工作中,可以使用多个工作平台或各种模块进行连接和组合,延伸工作区域,以适合工件的三维外形尺寸。
关于三维柔性焊接平台的基本性质,其中比较主要的一点就是三维焊接平台的柔性化三维柔性焊接平台的承载能力高,钢性稳定,它的五个面均加工有规则的孔,并刻有网线。焊接平台可方便地延伸和扩展,组合。经扩展的标准台面可模块化的定位和夹紧直接连接在一起。在安装、调整和定位工件过程将柔性三维组合焊接工装系统的通用功能展示的酣畅淋漓,在了大型工件方面的应用上。拼装方式多样,用户只要充足发挥想象力,几乎可达到任意用夹具同样的定位和夹紧功能。拼装快,装拆方便;三维柔性焊接平台工作台面可以根据工件形状、大小进行拼装组合。台面上的刻度和模块尺寸的设计,使操作工人不用量具就可以根据工件尺寸搭出所需要的工装。